Fuels
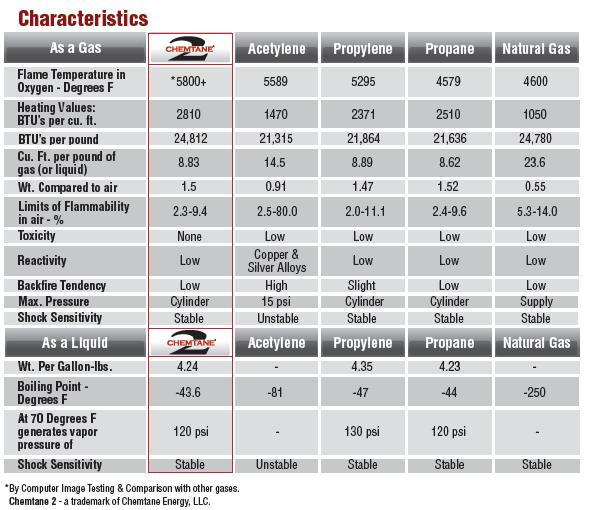
Oxy-fuel processes may use a variety of fuel gases, the most common being acetylene. Other gases that may be used are propylene, liquefied petroleum gas (LPG), propane, and natural gas. The key factors in selecting a fuel gas are:
- flame temperature because it is an indicator of cutting and heating ability;
- BTU content because it is an indicator of the quantity of energy being purchased, and
- the unit cost which must be compared with competitive products.
Click to bring up a form that will allow you to perform a fuel gas cost analysis comparing alternative fuel gases.
Acetylene
Acetylene is the primary fuel for oxy-fuel welding and is the fuel of choice for repair work and general cutting and welding. Acetylene gas is shipped in special cylinders designed to keep the gas dissolved. The cylinders are packed with porous materials, then filled to around 50% capacity with acetone, as acetylene is acetone soluble. This method is necessary because above 30 lbf/in2 (absolute pressure) acetylene is unstable and may explode.
Acetylene when combined with oxygen burns at a temperature of 5600 °F to 6300 °F, highest among commonly used gaseous fuels. As a fuel acetylene’s primary disadvantage, in comparison to other fuels, is high cost.
Chemtane 2
Chemtane 2 has a high flame temperature of 6,000 °F in oxygen, a flame structure well suited to heavy burning and heating, an energy content of 2,810 BTU’s per cubic foot of vapor, and cost effectiveness. These properties enable Chemtane 2, to cut, heat treat, flame harden, metallize, and braze quickly, cleanly, and economically. It is important to use appropriate type tips, and Grade T hose with Chemtane 2.
Propane
Propane does not burn as hot as acetylene in its inner cone, and so it is rarely used for welding. Propane, however, has a very high number of BTUs per cubic foot in its outer cone, and so with the right torch (injector style) can make a faster and cleaner cut than acetylene, and is much more useful for heating and bending than acetylene.
Propane is cheaper than acetylene and easier to transport.
Like propylene, most propane tips are of a two-piece design. Propane often gets unfair criticism because it really needs changing the torch (from an equal pressure torch to an injector torch) and not just changing the tip to get the best performance. Most torches are equal pressure and designed for gases, such as acetylene, which are lighter than oxygen. Propane is a great deal heavier and runs much better through a low-pressure injector torch with a setting from a few ounces to about two pounds per square inch when cutting. It is important to use Grade T hose for propane fuel gas.
Propylene
Propylene is used in production welding and cutting. It cuts similarly to propane. When propylene is used, the torch rarely needs tip cleaning. Propylene tips are of a two-piece design. There is often a substantial advantage to cutting with an injector torch rather than an equal-pressure torch when using propylene. It is important to use Grade T hose for propylene fuel gas.
The role of oxygen
Oxygen is not the fuel. It is what chemically combines with the fuel to produce the heat for welding. This is called ‘oxidation’, but the more specific and more commonly used term in this context is ‘combustion’. In oxy-fuel cutting, oxidation of the metal being cut (typically iron) produces nearly all of the heat required to “burn” through the workpiece.
Types of flame
The welder can adjust the oxy-acetylene flame to be carbonizing (aka reducing), neutral, or oxidizing. Adjustment is made by adding more or less oxygen to the acetylene flame. The neutral flame is the flame most generally used when welding or cutting. The welder uses the neutral flame as the starting point for all other flame adjustments because it is so easily defined. This flame is attained when welders, as they slowly open the oxygen valve on the torch body, first see only two flame zones. At that point, the acetylene is being completely burned in the welding oxygen and surrounding air. The flame is chemically neutral. The two parts of this flame are the light blue inner cone and the darker blue to colorless outer cone. The inner cone is where the acetylene and the oxygen combine. The tip of this inner cone is the hottest part of the flame. It is approximately 6,000 F and provides enough heat to easily melt steel.
An excess of acetylene creates a carbonizing flame. This flame is characterized by three flame zones; the hot inner cone, a white-hot “acetylene feather”, and the blue-colored outer cone. This is the type of flame observed when oxygen is first added to the burning acetylene. The feather is adjusted and made ever smaller by adding increasing amounts of oxygen to the flame. The unburned carbon insulates the flame and drops the temperature to approximately 5,000 F. The reducing flame is typically used for hardfacing operations or backhand pipe welding techniques.
The oxidizing flame is the third possible flame adjustment. It occurs when the ratio of oxygen to acetylene required for a neutral flame has been changed to give an excess of oxygen. This flame type is observed when welders add more oxygen to the neutral flame. This flame is hotter than the other two flames because the combustible gases will not have to search so far to find the necessary amount of oxygen, nor heat up as much thermally inert carbon. It is called an oxidizing flame because of its effect on metal. This flame adjustment is generally not preferred. The oxidizing flame creates undesirable oxides to the structural and mechanical detriment of most metals. In an oxidizing flame, the inner cone acquires a purplish tinge, gets pinched and smaller at the tip, and the sound of the flame gets harsh.
The size of the flame can be adjusted to a limited extent by the valves on the torch and by the regulator settings, but in the main it depends on the size of the orifice in the tip. In fact, the tip should be chosen first according to the job at hand, and then the regulators set accordingly.
Welding
The flame is applied to the base metal and held until a small puddle of molten metal is formed. The puddle is moved along the path where the weld bead is desired. Usually, more metal is added to the puddle as it is moved along by means of dipping metal from a welding rod or filler rod into the molten metal puddle. The metal puddle will travel towards where the metal is the hottest. This is accomplished through torch manipulation by the welder.
The amount of heat applied to the metal is a function of the welding tip size, the speed of travel, and the welding position. The flame size is determined by the welding tip size. The proper tip size is determined by the metal thickness and the joint design.
Cutting
For cutting, the set-up is a little different. A cutting torch has a 60- or 90-degree angled head with orifices placed around a central jet. The outer jets are for preheat flames of oxygen and acetylene. The central jet carries only oxygen for cutting. The use of a number of preheating flames, rather than a single flame makes it possible to change the direction of the cut as desired without changing the position of the nozzle or the angle which the torch makes with the direction of the cut, as well as giving a better preheat balance. Manufacturers have developed custom tips for propane, and propylene gases to optimize the flames from these alternate fuel gases.
Cutting is initiated by heating the edge or leading face (as in cutting shapes such as round rod) of the steel to the ignition temperature (approximately bright cherry red heat) using the pre-heat jets only, then using the separate cutting oxygen valve to release the oxygen from the central jet. The oxygen chemically combines with the iron in the ferrous material to instantly oxidize the iron into molten iron oxide producing the cut. Initiating a cut in the middle of a workpiece is known as piercing.
It is worth noting several things at this point:
- The oxygen flowrate is critical — too little will make a slow ragged cut; too much will waste oxygen and produce a wide concave cut. Oxygen Lances and other custom made torches do not have a separate pressure control for the cutting oxygen, so the cutting oxygen pressure must be controlled using the oxygen regulator. The oxygen cutting pressure should match the cutting tip oxygen orifice. Consult the tip manufacturer’s equipment data for the proper cutting oxygen pressures for the specific cutting tip.
- The oxidation of iron by this method is highly exothermic. Once started, steel can be cut at a surprising rate, far faster than if it was merely melted through. At this point, the pre-heat jets are there purely for assistance. The rise in temperature will be obvious by the intense glare from the ejected material, even through proper goggles.
- Since the melted metal flows out of the workpiece, there must be room on the opposite side of the workpiece for the spray to exit. When possible, pieces of metal are cut on a grate that lets the melted metal fall freely to the ground.
Oxy-propane torches are usually used for cutting up scrap to save money, as propane is far cheaper than acetylene, although propane does not produce acetylene’s very neat cut profile. Propane also finds a place in production, for cutting very large sections.
Oxy-acetylene can only cut low to medium carbon steels and wrought iron. High carbon steels cannot be cut because the melting point is very close to the temperature of the flame, and so the slag from the cutting action does not eject as sparks, but rather mixes with the clean melt near the cut. This keeps the oxygen from reaching the clean metal and burning it. In the case of cast iron, graphite between the grains and the shape of the grains themselves interfere with cutting action of torch.
Safety
Oxyacetylene welding/cutting is not difficult, but there are a good number of subtle safety points that should be learned such as:
- More than 1/7 the capacity of the cylinder should not be used per hour. This causes the acetone inside the acetylene cylinder to come out of the cylinder and contaminate the hose and possibly the torch.
- Acetylene is dangerous above 15 psi pressure. It is unstable and explosively decomposes.
- Proper ventilation when welding will help to avoid large chemical exposure.
The importance of eye protection
Proper protection such as welding goggles should be worn at all times, including to protect the eyes against glare and flying sparks. Special safety eyewear must be used—both to protect the welder and to provide a clear view through the yellow-orange flare given off.
Fuel leakage
Fuel gases that are denser than air (Propane, Propylene, etc…), may collect in low areas if allowed to escape. To avoid an ignition hazard, special care should be taken when using these gases over areas such as basements, sinks, storm drains, etc. In addition, leaking fittings may catch fire during use and pose a risk to personnel as well as property.
Safety with cylinders
When using fuel and oxygen tanks they should be fastened securely upright to a wall or a post or a portable cart. An oxygen tank is especially dangerous for the reason that the oxygen is at a pressure of 3000 lbf/in² (= 200 atmospheres) when full, and if the tank falls over and its valve strikes something and is knocked off, the tank will effectively become an extremely deadly flying missile propelled by the compressed oxygen, capable of even breaking through a brick wall. For this reason, never move an oxygen tank around without its valve cap screwed in place.
On an oxyacetylene torch system there will be three types of valves, the tank valve, the regulator valve, and the torch valve. There will be a set of these three valves for each gas. The gas in the tanks or cylinders is at high pressure. Oxygen cylinders are generally filled to approximately 2200 psi. The regulator converts the high pressure gas to a low pressure stream suitable for welding. Never attempt to directly use high-pressure gas.
Chemical exposure
A less obvious hazard of welding is exposure to harmful chemicals. Exposure to certain metals, metal oxides, or carbon monoxide can often lead to severe medical conditions. Damaging chemicals can be produced from the fuel, from the work-piece, or from a protective coating on the work-piece. By increasing ventilation around the welding environment, the welders will have much less exposure to harmful chemicals from any source.
Flashback
Flashback is the condition of the flame propagating down the hoses of an oxy-fuel welding and cutting system. To prevent such a situation a flashback arrestor is usually employed. The flame burns backwards into the hose, causing a popping or squealing noise. It can cause an explosion in the hose with the potential to injure or kill the operator. Using a lower pressure than recommended can cause a flashback.